發布時間:2024-08-29 已經有1人查過此文章 返回加熱技術列表
滾筒感應加熱熱套熱配合工藝是一種利用感應加熱技術實現滾筒部件熱套裝配的方法,具有高效、精確、可靠等優點。以下是該工藝的詳細介紹:
一、工藝原理
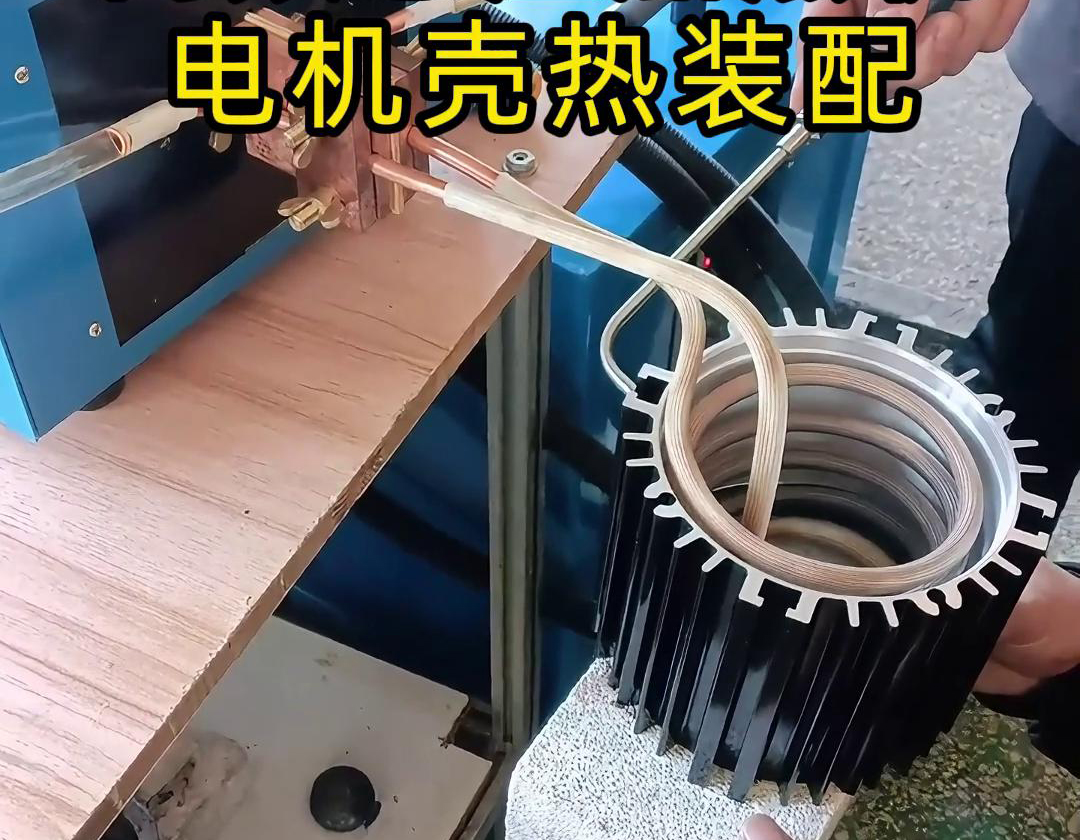
感應加熱是利用電磁感應原理,將工件置于交變磁場中,使其內部產生感應電流,從而實現加熱的一種方法。在滾筒感應加熱熱套熱配合工藝中,通過感應線圈產生的交變磁場,使滾筒的外套筒(通常為鋼制)迅速升溫,同時保持內套筒(通常為橡膠或聚氨酯等材料)溫度相對較低。當外套筒加熱到一定溫度后,其內徑會因熱膨脹而增大,此時將內套筒迅速套入外套筒中,待外套筒冷卻收縮后,兩者之間便形成了緊密的配合。

二、工藝流程
工件準備:對滾筒的外套筒和內套筒進行尺寸檢查和表面處理,確保其尺寸精度和表面質量符合要求。清理感應線圈和加熱設備,確保其正常工作。
感應加熱:將外套筒放置在感應線圈中,調整感應線圈的位置和參數,確保加熱均勻。啟動感應加熱設備,對外套筒進行加熱。加熱過程中,通過溫度傳感器實時監測外套筒的溫度,確保其達到熱套所需的溫度。
熱套裝配:當外套筒加熱到熱套溫度后,迅速將內套筒套入外套筒中。裝配過程中,要確保內套筒與外套筒的軸線重合,避免出現偏心現象。裝配完成后,使用夾具或其他工具對外套筒進行固定,防止其在冷卻過程中發生變形。
冷卻固化:讓裝配好的滾筒自然冷卻或采用適當的冷卻方式進行冷卻。冷卻過程中,要注意控制冷卻速度,避免因冷卻過快而導致內套筒與外套筒之間產生過大的應力。當滾筒冷卻到室溫后,檢查熱套配合的質量,確保其符合要求。
三、工藝參數控制
加熱溫度:加熱溫度是影響熱套配合質量的關鍵參數之一。加熱溫度過高會導致外套筒材料性能下降,甚至出現過熱變形;加熱溫度過低則會使熱套裝配困難,配合不緊密。因此,需要根據外套筒和內套筒的材料特性、尺寸大小以及熱套配合的要求,確定合適的加熱溫度。一般來說,加熱溫度應控制在材料的相變溫度以下,以確保材料的性能不受影響。
加熱時間:加熱時間也是影響熱套配合質量的重要參數之一。加熱時間過長會導致能源浪費和生產效率降低;加熱時間過短則會使外套筒加熱不均勻,影響熱套配合的質量。因此,需要根據外套筒的尺寸、材料特性以及加熱設備的功率等因素,確定合適的加熱時間。一般來說,加熱時間應根據經驗公式或通過實驗確定。
冷卻速度:冷卻速度對熱套配合的質量也有一定的影響。冷卻速度過快會使內套筒與外套筒之間產生過大的應力,導致配合松動或出現裂紋;冷卻速度過慢則會影響生產效率。因此,需要根據外套筒和內套筒的材料特性、尺寸大小以及熱套配合的要求,確定合適的冷卻速度。一般來說,冷卻速度應控制在一定范圍內,以確保熱套配合的質量和穩定性。
四、工藝優點
高效節能:感應加熱速度快,能源利用率高,能夠大大縮短熱套裝配的時間,提高生產效率。同時,感應加熱設備的功率可以根據需要進行調節,避免了能源的浪費。
精確控制:通過溫度傳感器和控制系統,可以精確控制加熱溫度和時間,確保熱套配合的質量。同時,感應加熱設備的加熱均勻性好,能夠避免因局部過熱而導致的材料性能下降。
可靠性高:熱套配合是一種永久性的連接方式,能夠承受較大的載荷和振動。采用感應加熱熱套熱配合工藝,可以確保內套筒與外套筒之間的配合緊密,提高滾筒的可靠性和使用壽命。
適應性強:該工藝適用于各種材料的滾筒裝配,包括鋼制、橡膠、聚氨酯等材料。同時,對于不同尺寸和形狀的滾筒,也可以通過調整感應線圈的形狀和參數,實現高效的熱套裝配。
總之,滾筒感應加熱熱套熱配合工藝是一種先進的滾筒裝配工藝,具有高效、精確、可靠等優點。在實際應用中,需要根據具體情況選擇合適的工藝參數和設備,以確保熱套配合的質量和穩定性。








Copyright ? 2024 廣東海拓智能科技有限公司 版權所有 粵ICP備14033160號  粵公網安備 44190002003728號
粵公網安備 44190002003728號
地址:中國廣東省東莞大嶺山鎮大畔田路102號

